 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(簡)
中文(簡) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
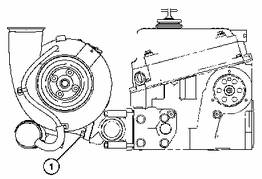
卡特CATC15和C18發動機渦輪增壓器
C15和C18發動機渦輪增壓器
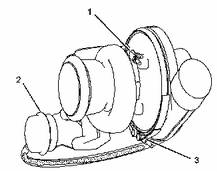
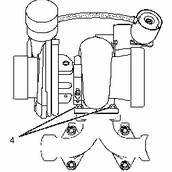
表1262-2944渦輪增壓器總成和262-1078渦輪增壓器總成的技術規格項目數量零件技術規格說明119N-2038渦輪卡箍組件按照以下步驟擰緊渦輪卡箍組件:
1.擰緊至扭矩為
18.1N·m(160.2lbin)。
2.松開至
5.6N·m(49.6lbin)。
3.再次擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。2--廢氣旁通閥的開啟壓力為
179.3±3.5kPa(26.0±0.5psi)。3-268-2960卡箍組件擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。442N-2765耐高溫螺栓組裝前,向螺紋上涂覆LoctiteC5A銅防咬合劑。擰緊至扭矩為
55±5N·m(41±4lbft)。
262-1080渦輪增壓器總成和245-8474渦輪增壓器總成的技術規格項目數量零件技術規格說明119N-2038渦輪卡箍組件按照以下步驟擰緊渦輪卡箍組件:
1.擰緊至扭矩為
18.1N·m(160.2lbin)。
2.松開至
5.6N·m(49.6lbin)。
3.再次擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。2--廢氣旁通閥的開啟壓力為
179.3±3.5kPa(26.0±0.5psi)。3-268-2960卡箍組件擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)44375-2467法蘭鎖緊螺母組裝前,向螺紋上涂覆LoctiteC5A銅防咬合劑。擰緊至扭矩為
70±5N·m(52±4lbft)。
302-7449渦輪增壓器總成的技術規格項目數量零件技術規格說明119N-2038渦輪卡箍組件按照以下步驟擰緊渦輪卡箍組件:
1.擰緊至扭矩為
18.1N·m(160.2lbin)。
2.松開至
5.6N·m(49.6lbin)。
3.再次擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。2-268-2960卡箍組件擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。3--廢氣旁通閥的開啟壓力為
142.0±6.9kPa(20.6±1.0psi)。442N-2765耐高溫螺栓組裝前,向螺紋上涂覆LoctiteC5A銅防咬合劑。擰緊至扭矩為
55N·m(41lbft)。
239-5953渦輪增壓器總成和260-3601渦輪增壓器總成的技術規格項目數量零件技術規格說明119N-2038渦輪卡箍組件按照以下步驟擰緊渦輪卡箍組件:
1.擰緊至扭矩為
18.1N·m(160.2lbin)。
2.松開至1至2圈。
3.再次擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。2--廢氣旁通閥的開啟壓力為
142.0±3.5kPa(20.6±0.5psi)。3-7W-2297卡箍組件擰緊至扭矩為
13.5±1.0N·m(119.5±9.0lbin)。44375-2467法蘭鎖緊螺母組裝前,向螺紋上涂覆LoctiteC5A銅防咬合劑。擰緊至扭矩為
70±5N·m(52±4lbft)。
262-1071渦輪增壓器總成的技術規格項目數量零件技術規格說明119N-2038渦輪卡箍組件按照以下步驟擰緊渦輪卡箍組件:
1.擰緊至扭矩為
18.1N·m(160.2lbin)。
2.松開至
5.6N·m(49.6lbin)。
3.再次擰緊至扭矩為
13.5±1.2N·m(119.5±10.6lbin)。2--廢氣旁通閥的開啟壓力為
182.0±3.5kPa(26.4±0.5psi)。3-7W-2297卡箍組件卡箍組件的扭矩為
13.5±1.2N·m(119.5±10.6lbin)。442N-2765耐高溫螺栓組裝前,向螺紋上涂覆LoctiteC5A銅防咬合劑。擰緊至扭矩為
55±5N·m(41±4lbft)。
230-7911渦輪增壓器總成和233-7492渦輪增壓器總成的技術規格項目數量零件技術規格說明119N-2038渦輪卡箍組件按照以下步驟擰緊渦輪卡箍組件:
1.擰緊至扭矩為
18.1N·m(160.2lbin)。
2.松開至
5.6N·m(49.6lbin)。
3.再次擰緊至扭矩為
13.5±1.0N·m(119.5±8.9lbin)。2--廢氣旁通閥的開啟壓力為
142.0±3.5kPa(20.6±0.5psi)。3-7W-2297卡箍組件擰緊至扭矩為
13.5±1.0N·m(119.5±8.9lbin)。442N-2766鎖緊螺母組裝前,向鎖緊螺母的螺紋上涂覆LoctiteC5A銅防咬合劑。擰緊至扭矩為
55±5N·m(41±4lbft)。
262-0974渦輪增壓器總成的技術規格項目數量零件技術規格說明119N-2038渦輪卡箍組件按照以下步驟擰緊渦輪卡箍組件:
1.擰緊至扭矩為
18.1N·m(160.2lbin)。
2.松開至
5.6N·m(49.6lbin)。
3.再次擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。2--廢氣旁通閥的開啟壓力為
142.0±3.5kPa(20.6±0.5psi)。3-7W-2297卡箍組件擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。442N-2765耐高溫螺栓組裝前,向鎖緊螺母的螺紋上涂覆LoctiteC5A銅防咬合劑。擰緊至扭矩為
55±5N·m(41±4lbft)。
262-1052渦輪增壓器總成的技術規格項目數量零件技術規格說明119N-2038渦輪卡箍組件按照以下步驟擰緊渦輪卡箍組件:
1.擰緊至扭矩為
18.1N·m(160.2lbin)。
2.松開至
5.6N·m(49.6lbin)。
3.再次擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。2--廢氣旁通閥的開啟壓力為
142.0±6.9kPa(20.6±0.5psi)。3-7W-2297卡箍組件擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。442N-2765耐高溫螺栓組裝前,向鎖緊螺母的螺紋上涂覆LoctiteC5A銅防咬合劑。擰緊至扭矩為
55±5N·m(41±4lbft)。
窗體頂端
|
296-7642渦輪增壓器總成的技術規格 | |||
|
項目 |
數量 |
零件 |
技術規格說明 |
|
1 |
1 |
9N-2038渦輪卡箍組件 |
按照以下步驟擰緊渦輪卡箍組件: |
|
2 |
- |
- |
廢氣旁通閥的開啟壓力為 |
|
3 |
1 |
268-2960卡箍組件 |
擰緊至扭矩為 |
|
4 |
4 |
- |
組裝前,向螺紋上涂覆LoctiteC5A銅防咬合劑。 |
271-5732渦輪增壓器總成的技術規格項目數量零件技術規格說明119N-2038渦輪卡箍組件按照以下步驟擰緊渦輪卡箍組件:
1.擰緊至扭矩為
18.1N·m(160.2lbin)。
2.松開至
5.6N·m(49.6lbin)。
3.再次擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。2--廢氣旁通閥的開啟壓力為
179.3±3.5kPa(26.0±0.5psi)。3-268-2960卡箍組件擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。442N-2766鎖緊螺母組裝前,向螺紋上涂覆LoctiteC5A銅防咬合劑。擰緊至扭矩為
55±5N·m(41±4lbft)。窗體底端
窗體頂端
窗體底端
窗體頂端
窗體底端
262-2943渦輪增壓器總成技術規格項目數量零件技術規格說明119N-2038渦輪卡箍組件按照以下步驟擰緊渦輪卡箍組件:
1.擰緊至扭矩為
18.1N·m(160.2lbin)。
2.松開1到2圈。
3.再次擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。2--廢氣旁通閥的打開壓力是
142.0±3.5kPa20(.6±0.5psi)。3-7W-2297卡箍組件擰緊至扭矩為
13.5±1.0N·m(119.5±9.0lbin)。44375-2467法蘭鎖緊螺母組裝前,將LoctiteC5A銅防咬合劑涂抹到螺紋上。擰緊至扭矩為
70±5N·m(52±4lbft)。
|
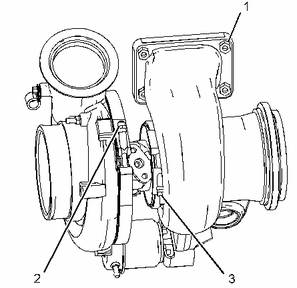
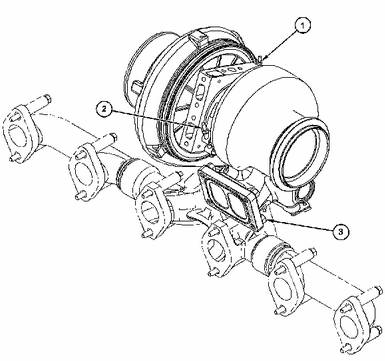
典型實例 |
注:組裝前,用4C-5599防粘結劑潤滑鎖止螺母的螺紋和軸承表面。
(1)鎖緊螺母的扭矩...55±5N·m(41±4lbft)
(2)壓縮機卡箍組件的扭矩...13.6±1.2N·m(120.4±10.6lbin)
按照以下步驟擰緊渦輪卡箍組件(3):
擰緊渦輪卡箍組件至18.1N·m(160.2lbin)。 松開渦輪卡箍組件至5.6N·m(49.6lbin)。 再次擰緊卡箍組件至扭矩為13.6±1.2N·m(120.4±10.6lbin)。廢氣旁通閥設定...158.6±3.4kPa(23.0±0.5psi)
230-7911渦輪增壓器總成的技術規格項目數量零件技術規格說明119N-2038渦輪卡箍組件按照以下步驟擰緊渦輪卡箍組件:
1.擰緊至扭矩為
18.0±1.6N·m(159.3±14.2lbin)。
2.松開1到2圈。
3.再次擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。2--廢氣旁通閥的開啟壓力為
142.0±3.5kPa(20.6±0.5psi)。3-7W-2297卡箍組件擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。442N-2766鎖緊螺母在裝配前,向鎖緊螺母的螺紋上涂覆LoctiteC5A銅防咬合劑。擰緊至扭矩為
70±5N·m(52±4lbft)。
364-4498渦輪增壓器總成和364-4501渦輪增壓器總成的技術規格項目數量零件技術規格說明11239-5858壓縮機卡箍組件擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)21361-7980帶夾按照以下步驟擰緊帶夾:
1.將卡箍擰緊至扭矩為
18.0±1.6N·m(159.3±14.2lbin)。
2.將卡箍松開一至兩圈。
3.再次將卡箍擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。34375-2467法蘭鎖緊螺母在裝配前,使用LoctiteC5A銅防咬合劑潤滑螺紋和軸承表面。
擰緊至扭矩為
70±5N·m(52±4lbft)。

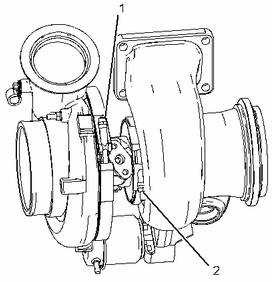
注:組裝前,用4C-5599防粘結劑潤滑鎖止螺母的螺紋和軸承表面。
(1)鎖緊螺母的扭矩...55±5N·m(41±4lbft)
(2)壓縮機卡箍組件的扭矩...13.6±1.2N·m(120.4±10.6lbin)
按照以下步驟擰緊渦輪卡箍組件(3):
擰緊渦輪卡箍組件至18.1N·m(160.2lbin)。 松開渦輪卡箍組件至5.6N·m(49.6lbin)。 再次擰緊卡箍組件至扭矩為13.6±1.2N·m(120.4±10.6lbin)。廢氣旁通閥設定...165.5±3.4kPa(24.0±0.5psi)
399-8603渦輪增壓器總成的技術規格項目數量零件技術規格說明14375-2467法蘭鎖緊螺母組裝前,向螺紋上涂覆LoctiteC5A銅防咬合劑。擰緊至扭矩為
70±5N·m(52±4lbft)。
333-9830渦輪增壓器總成的技術規格項目數量零件技術規格說明117W-2297卡箍組件擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)219N-2038渦輪卡箍組件按照以下步驟擰緊帶夾:
1.將卡箍擰緊至扭矩為
18.0±1.6N·m(159.3±14.2lbin)。
2.將卡箍松開一至兩圈。
3.再次將卡箍擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。34375-2467法蘭鎖緊螺母在裝配前,使用LoctiteC5A銅防咬合劑潤滑螺紋和軸承表面。
擰緊至扭矩為
70±5N·m(52±4lbft)。
注:組裝前,用4C-5599防粘結劑潤滑鎖止螺母的螺紋和軸承表面。
(1)鎖緊螺母的扭矩...55±5N·m(41±4lbft)
(2)壓縮機卡箍組件的扭矩...13.6±1.2N·m(120.4±10.6lbin)
按照以下步驟擰緊渦輪卡箍組件(3):
擰緊渦輪卡箍組件至18.1N·m(160.2lbin)。 松開渦輪卡箍組件至5.6N·m(49.6lbin)。 再次擰緊卡箍組件至扭矩為13.6±1.2N·m(120.4±10.6lbin)。廢氣旁通閥設定...125.5±3.4kPa(18.2±0.5psi)
335-5875渦輪增壓器總成的技術規格項目數量零件技術規格說明11268-2960卡箍組件擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)219N-2038渦輪卡箍組件按照以下步驟擰緊帶夾:
1.將卡箍擰緊至扭矩為
18.1N·m(160.2lbin)。
2.將卡箍松開一至兩圈。
3.再次將卡箍擰緊至扭矩為
13.6±1.2N·m(120.4±10.6lbin)。34375-2467法蘭鎖緊螺母在裝配前,使用LoctiteC5A銅防咬合劑潤滑螺紋和軸承表面。
擰緊至扭矩為
70±5N·m(52±4lbft)。
發電機組2506C-E15TAG3維修,P1650E發電機組維修,mtu發電機維修,三菱s12R發動機維修,S12R-PTA三菱發電機大修
400-100-8969???15088860848
0574-26871589? 15267810868
0574-26886646? 15706865167
0574-26871569 18658287286
