 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(簡)
中文(簡) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯QSK38 QSK50柴油發動機頂置機構氣門調整方法與技巧

康明斯QSK38 QSK50柴油發動機頂置機構氣門調整方法與技巧(行程法)
康明斯柴油發動機氣門 噴油器調整(配備電動康明斯噴油器)
配備電動康明斯噴油器
注: 下述步驟適用于 QSK38 MCRS 發動機。
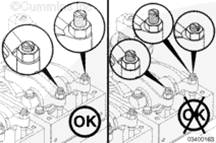
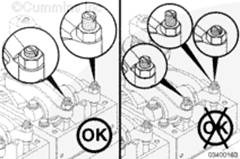
如果康明斯搖臂總成已經拆下,在兩個氣缸上完成下列步驟:進行氣門和康明斯噴油器調節前,用清潔的發動機機油潤滑調整螺釘螺紋。所有氣缸上全部調節螺釘都必須松開,并且推桿必須保持對齊。壓住兩個搖臂,緊貼跨接壓板。轉動調節螺釘直到與推桿接觸。轉動鎖緊螺母直到與搖臂接觸。在準備調整的氣缸上,推桿應接近氣缸上搖臂室殼體頂部上方相同高度。調整螺母以上可見螺紋的圈數是不同的。進氣門調節螺釘上方可見螺紋的圈數要比排氣門的多。
康明斯QSK38 發動機的減振器上有氣門調整標記,位于飛輪殼體兩側。氣門調整標記必須與指示箭頭對正。如果沒有對準,可能會發生調整錯誤。旋轉發動機到下一標記前,將一對氣門調整到皮帶輪上的一處標記后。調整所有氣門需要旋轉曲軸 2 周。

|
使用右排上的起動馬達蓋時,飛輪上的標記必須以 A 開頭,否則氣門將不能正確調整,造成發動機損壞。 |
使用飛輪上的氣門調整標記時,必須拆下上起動馬達孔蓋才能看到此標記。如果在右排上看到 A 標記,必須使用此標記。如果在左排上看到 C 標記,必須使用此標記。

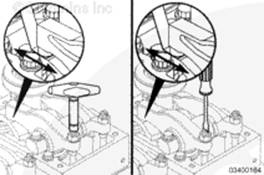
此插圖顯示發動機盤車裝置。要使用此裝置,拆卸固定夾并朝著飛輪方向推動此裝置。必須逆時針轉動盤車裝置,以按正常旋轉方向轉動飛輪和曲軸。

VS 代表氣門組。設置氣門時,應忽略任何 TC(頂部中心)標記。
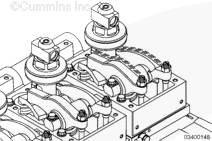
確定可以進行氣門設置的氣缸:在所有氣門都閉合的氣缸上準備調節氣門。
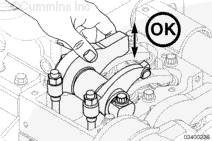
注: 當所有的氣門都閉合后,搖臂仍可輕微地移動。
檢查有 VS 標記的兩個氣缸。如果搖臂沒有拆過,在有問題的兩個氣缸上擺動氣門搖臂。調整氣缸上兩個搖臂都松動的氣門。
這種調節可從任一氣門設置標記開始。使用下表作為工作表來跟蹤氣門設定程序的進展情況。
|
康明斯QSK38 外基圓氣門設置 | ||
|
VS 標記 |
氣門關閉的氣缸號 |
調整各氣缸的氣門 |
|
1R-6R VS |
1R (2) |
1R (2) |
|
6L-1L VS |
6L (11) |
6L (11) |
|
5R-2R VS |
5R (10) |
5R (10) |
|
2L-5L VS |
2L (3) |
2L (3) |
|
3R-4R VS |
3R (6) |
3R (6) |
|
4L-3L VS |
4L (7) |
4L (7) |
|
1R-6R VS |
6R (12) |
6R (12) |
|
6L-1L VS |
1L (1) |
1L (1) |
|
5R-2R VS |
2R (4) |
2R (4) |
|
2L-5L VS |
5L (9) |
5L (9) |
|
3R-4R VS |
4R (8) |
4R (8) |
|
4L-3L VS |
3L (5) |
3L (5) |
氣門間隙
|
mm |
in | |||
|
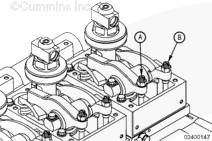
排氣門 (A) |
|
0.69 |
最大 |
0.027 |
|
進氣門 (B) |
|
0.36 |
最大 |
0.014 |
有兩種不同的方法用于設置氣門間隙:扭矩扳手法和塞尺法;分別在下面描述。任一種方法都是可行的。然而,扭矩扳手法被認為是最行之有效的方法。
確保康明斯跨接壓板在康明斯氣門桿上牢固就位。選擇適合的塞尺設置氣門。使用維修工具(零件號 3163171(進氣))或(零件號 3163172(排氣))。確保塞尺位于套筒和球的中心下方或套筒可以搖擺或傾斜,否則將導致調整錯誤。檢查間隙時抓住旋轉套筒的平面避免讀數錯誤。調整螺釘必須能轉動自如,否則會出現錯誤讀數或設置錯誤。
如果右排上 1 號氣缸的兩根搖臂都松動,轉至以下一步。如果右排上 1 號氣缸的搖臂沒有松動,則應轉動曲軸 360 度后再進行下一步。
如果右排上的 1 號氣缸處在 1R8R VS 并且兩根搖臂松動,可檢查下列搖臂上的氣門間隙(頂置機構):
|
進氣 |
排氣 |
|
1R (2) |
1R (2) |
|
4R (8) |
2R (4) |
|
6R (12) |
3R (6) |
|
7R (13) |
4R (8) |
|
5L (9) |
1L (1) |
|
6L (11) |
3L (5) |
|
7L (13) |
5L (9) |
|
8L (15) |
7L (13) |
氣門調整
|
mm |
in | |||
|
排氣門 (A) |
|
0.69 |
最大 |
0.027 |
|
進氣門 (B) |
|
0.36 |
最大 |
0.014 |
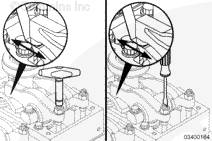
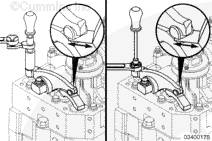
使用維修工具(零件號 3163171(進氣))或(零件號 3163172(排氣))。選擇符合氣門間隙技術規范的塞尺。將塞尺插入搖臂套筒和跨接壓板之間。
確定跨接壓板牢固固定在氣門桿頂部。
確保塞尺位于球頭和套筒的中心下方,否則套筒可能搖擺或傾斜,導致調整錯誤。檢查氣門間隙時固定住旋轉座避免卡住,這樣可以避免產生錯誤讀數。

有如下兩種不同的氣門間隙調整方法:
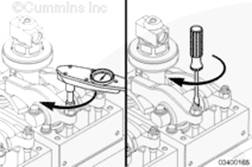
扭矩扳手法 - 用英寸磅扭矩扳手(零件號 3376592)以 1 N•m [9 in-lb] 扭矩貼著塞尺擰緊調節螺釘。
塞尺法 - 用平頭螺絲刀轉動調節螺釘,搖臂與塞尺一接觸就停下來。
任一種方法都是可行的。扭矩扳手法被認為是最行之有效的方法。
根據下列步驟,采用扭矩扳手法進行氣門調整:
確保零件都已對正,并且擰緊調節螺釘,將機油擠出氣門機構。
松開調節螺釘至少一圈。
將塞尺插入搖臂套筒和跨接壓板之間。
使用扭矩扳手(零件號 3376592)擰緊調節螺釘。
取出塞尺。
扭矩值: 0.7 n.m [6 in-lb]
根據下列步驟,采用塞尺法進行氣門調整:
確保零件已對準,并且擰緊調整螺釘,將機油擠出氣門和康明斯噴油器機構。
松開調整螺釘至少一圈。
將塞尺插入搖臂套筒和跨接壓板之間。
擰緊調整螺釘直到搖臂與塞尺接觸。
擰緊鎖緊螺母時,不得轉動調節螺釘。使用或不使用扭矩扳手適配器(零件號 3163196)施加鎖緊螺母扭矩。
擰緊鎖緊螺母。
對于扭矩法(帶有適配器),應使用扭矩扳手適配器(零件號 ST-669)。
扭矩值:
帶適配器 48 n.m [35 ft-lb]
扭矩值:
不帶適配器 60 n.m [44 ft-lb]
試著將厚度比氣門間隙規格值大 0.03 mm [0.001 in] 的塞尺插入。如果更厚的塞尺可以插入,則氣門間隙不正確。
重復調節過程直到獲得適合的間隙。
使用盤車工具將曲軸轉動 360 度。采用以前的步驟和技術規范設置以下搖臂上的氣門間隙:
拆卸推桿孔內的缸蓋保護罩(零件號 4918282)。
配備電動康明斯噴油器
對于配備電動康明斯噴油器的發動機,不需要進行定期氣門調整。建議僅在拆卸康明斯噴油器時進行氣門調整。
氣缸從發動機前齒輪室向后端依次編號。
為了確定 QSK38 和 QS K50 發動機的左右排,站在發動機的后面并面對著前面。
如果涉及到系統電子設備,采用的是標準氣缸編號系統。這僅適用于帶電動康明斯噴油器的發動機上的電子系統部件。
每個氣缸都有 2 個搖臂。面對著缸蓋,左側的搖臂就是排氣搖臂。右側的搖臂就是進氣搖臂。
如果推桿已經拆下以便維修,確保它們都安裝在與拆卸時相同的位置。
康明斯QSK38 點火順序:
1R-6L-5R-2L-3R-4L-6R-1L-2R-5L-4R-3L 或 2-11-10-3-6-7-12-1-4-9-8-5。
RB = 氣缸右排。
LB = 氣缸左排。
康明斯 QS K50 點火順序:
1R-1L-3R-3L-2R-2L-5R-4L-8R-8L-6R-6L-7R-7L-4R-5L 或 2-1-6-5-4-3-10-7-16-15-12-11-14-13-8-9
RB = 氣缸右排。
LB = 氣缸左排。
從發動機前面看,QSK38 和 QS K50 發動機的正常旋轉方向是順時針方向。
|
QSK38 外基圓氣門設置 | ||
|
VS 標記 |
氣門關閉的氣缸號 |
調整各氣缸的氣門 |
|
1R-6R VS |
1R (2) |
1R (2) |
|
6L-1L VS |
6L (11) |
6L (11) |
|
5R-2R VS |
5R (10) |
5R (10) |
|
2L-5L VS |
2L (3) |
2L (3) |
|
3R-4R VS |
3R (6) |
3R (6) |
|
4L-3L VS |
4L (7) |
4L (7) |
|
1R-6R VS |
6R (12) |
6R (12) |
|
6L-1L VS |
1L (1) |
1L (1) |
|
5R-2R VS |
2R (4) |
2R (4) |
|
2L-5L VS |
5L (9) |
5L (9) |
|
3R-4R VS |
4R (8) |
4R (8) |
|
4L-3L VS |
3L (5) |
3L (5) |
氣門間隙
|
mm |
in | |||
|
排氣門 (A) |
|
0.69 |
最大 |
0.027 |
|
進氣門 (B) |
|
0.36 |
最大 |
0.014 |
有兩種不同的方法用于設置氣門間隙:扭矩扳手法和塞尺法;分別在下面描述。任一種方法都是可行的。然而,扭矩扳手法被認為是最行之有效的方法。
確保跨接壓板在氣門桿上牢固就位。
選擇適合的塞尺設置氣門。使用維修工具(零件號 3163171(進氣))或(零件號 3163172(排氣))。
確保塞尺位于套筒和球的中心下方或套筒可以搖擺或傾斜,否則將導致調整錯誤。檢查間隙時抓住旋轉套筒的平面避免讀數錯誤。
調整螺釘必須能轉動自如,否則會出現錯誤讀數或設置錯誤。
氣門調整 - 扭矩扳手法
確保零件都已對正,并且擰緊調整螺釘,將機油擠出氣門機構。
松開調整螺釘至少一圈。
將塞尺插入搖臂套筒和跨接壓板之間。
使用扭矩扳手(零件號 3376592)擰緊調整螺釘。
扭矩值: .68 n.m [6 in-lb]
取出塞尺。
鎖緊螺母擰緊后,不得轉動調整螺釘。使用或不使用扭矩扳手適配器(零件號 3163196)獲得鎖緊螺母扭矩。
擰緊鎖緊螺母。
扭矩值:
帶適配器 48 n.m [35 ft-lb]
扭矩值:
不帶適配器 60 n.m [44 ft-lb]
試著將更厚的 0.03 mm [0.001 in] 的塞尺插入。如果更厚的塞尺可以插入,則氣門間隙不正確。
重復調節過程直到獲得適合的間隙。
氣門調整 - 塞尺法
確保零件已對準,并且擰緊調整螺釘,將機油擠出氣門和康明斯噴油器機構。
松開調整螺釘至少一圈。
將塞尺插入搖臂套筒和跨接壓板之間。
擰緊調整螺釘直到搖臂與塞尺接觸。
鎖緊螺母擰緊后,不得轉動調整螺釘。使用或不使用扭矩扳手適配器(零件號 3163196)施加鎖緊螺母扭矩。
擰緊鎖緊螺母。
扭矩值:
帶適配器 48 n.m [35 ft-lb]
扭矩值:
不帶適配器 60 n.m [44 ft-lb]
試著將更厚的 0.03 mm [0.001 in] 的塞尺插入。如果更厚的塞尺可以插入,則氣門間隙不正確。
重復調節過程直到獲得適合的間隙。
配備電動康明斯噴油器
注: 下述步驟適用于康明斯 QS K50 MCRS 發動機。
|
用缸蓋保護罩進行保護,避免工具掉進凸輪隨動件腔內,降低發動機損壞的可能性。 |
將缸蓋保護罩(零件號 4918282)安裝進推管孔內。
此插圖顯示發動機盤車裝置。要使用此裝置,拆卸固定夾并朝著飛輪方向推動此裝置。必須逆時針轉動盤車裝置,以按正常旋轉方向轉動飛輪和曲軸。
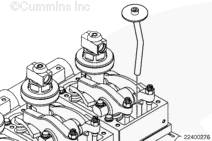
1R8R VS 標記代表右排上 1 號缸或 8 號缸的氣門設定位置。該標記用于將氣門設置在帶電動康明斯噴油器的發動機上。這使所有氣門可在 2 個位置設置。
將軸推入,轉動盤車裝置直到皮帶輪上的 1R8R VS 標記與鑄入前齒輪室蓋的附件傳動裝置密封件底座上的標記對齊。
調整螺母以上可見螺紋的圈數是不同的。進氣門調整螺釘上方可見螺紋的圈數要比排氣門的多。
如果康明斯搖臂總成已經拆過,用此步驟確定將要進行調整的氣缸。
所有氣缸上全部調整螺釘都必須松開,并且推桿必須保持對齊。
在兩個要檢查的氣缸上執行此步驟。
壓住兩個搖臂,緊貼跨接壓板。擰入調節螺釘直到與推桿接觸。轉動鎖緊螺母直到與搖臂接觸。
出現松動的氣門上的推桿相對于搖臂室殼頂部以上的高度應該相同。
如果右排上 1 號氣缸的兩根搖臂都松動,轉至以下一步。如果右排上 1 號氣缸的搖臂沒有松動,則應轉動曲軸 360 度后再進行下一步。
如果右排上的 1 號氣缸處在 1R8R VS 并且兩根搖臂松動,可檢查下列搖臂上的氣門間隙(頂置機構):
|
進氣 |
排氣 |
|
1R (2) |
1R (2) |
|
4R (8) |
2R (4) |
|
6R (12) |
3R (6) |
|
7R (13) |
4R (8) |
|
5L (9) |
1L (1) |
|
6L (11) |
3L (5) |
|
7L (13) |
5L (9) |
|
8L (15) |
7L (13) |
氣門調整
|
mm |
in | |||
|
排氣門 (A) |
|
0.69 |
最大 |
0.027 |
|
進氣門 (B) |
|
0.36 |
最大 |
0.014 |
使用維修工具(零件號 3163171(進氣))或(零件號 3163172(排氣))。選擇符合氣門間隙技術規范的塞尺。將塞尺插入搖臂套筒和跨接壓板之間。
確定跨接壓板牢固固定在氣門桿頂部。
確保塞尺位于球頭和套筒的中心下方,否則套筒可能搖擺或傾斜,導致調整錯誤。檢查氣門間隙時固定住旋轉座避免卡住,這樣可以避免產生錯誤讀數。
有如下兩種不同的氣門間隙調整方法:
扭矩扳手法 - 用英寸磅扭矩扳手(零件號 3376592)以 1 N•m [9 in-lb] 扭矩貼著塞尺擰緊調節螺釘。
塞尺法 - 用平頭螺絲刀轉動調節螺釘,搖臂與塞尺一接觸就停下來。
任一種方法都是可行的。扭矩扳手法被認為是最行之有效的方法。
根據下列步驟,采用扭矩扳手法進行氣門調整:
確保零件都已對正,并且擰緊調節螺釘,將機油擠出氣門機構。
松開調節螺釘至少一圈。
將塞尺插入搖臂套筒和跨接壓板之間。
使用扭矩扳手(零件號 3376592)擰緊調節螺釘。
取出塞尺。
扭矩值: 0.7 n.m [6 in-lb]
根據下列步驟,采用塞尺法進行氣門調整:
確保零件已對準,并且擰緊調整螺釘,將機油擠出氣門和康明斯噴油器機構。
松開調整螺釘至少一圈。
將塞尺插入搖臂套筒和跨接壓板之間。
擰緊調整螺釘直到搖臂與塞尺接觸。
擰緊鎖緊螺母時,不得轉動調節螺釘。使用或不使用扭矩扳手適配器(零件號 3163196)施加鎖緊螺母扭矩。
擰緊鎖緊螺母。
對于扭矩法(帶有適配器),應使用扭矩扳手適配器(零件號 ST-669)。
扭矩值:
帶適配器 48 n.m [35 ft-lb]
扭矩值:
不帶適配器 60 n.m [44 ft-lb]
試著將厚度比氣門間隙規格值大 0.03 mm [0.001 in] 的塞尺插入。如果更厚的塞尺可以插入,則氣門間隙不正確。
重復調節過程直到獲得適合的間隙。
使用盤車工具將曲軸轉動 360 度。采用以前的步驟和技術規范設置以下搖臂上的氣門間隙:
400-100-8969???15088860848
0574-26871589? 15267810868
0574-26886646? 15706865167
0574-26871569 18658287286
